




Our article has been republished and shared by a renowned industry magazine, powerelectronicsworld.net.
Here is the link to download the full magazine, Issue 4 / 2024 https://powerelectronicsworld.net/magazine.
Authors
- André Schwöbel, Heraeus Electronics GmbH & Co. KG, Hanau, Germany
- Francesco Ugolini, AMX Automatrix s.r.l., Gavardo, Italy
- Federico Belponer, AMX Automatrix s.r.l., Gavardo, Italy
- Alessio Greci, AMX Automatrix s.r.l., Gavardo, Italy
1. Large area silver sintering for future high reliability packages
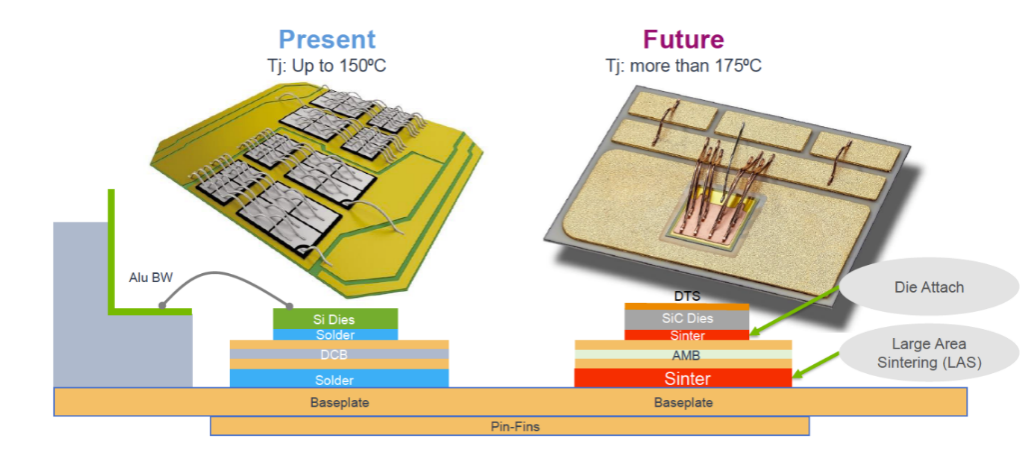
Figure 1: Traditional package for Si devices (left). Future high reliability package for SiC devices (right).
Traditionally, Si power devices such as IGBTs or MOSFETs were soldered onto the metal ceramic substrate, Aluminum wirebonds were used as interconnection technology and solder paste or thermal grease was used to connect the power module to the baseplate or cooler. Such a structure is shown in Figure 1 on the left side.
The power module package technology needs to undergo drastic changes due to the fast market introduction of Silicon-carbide (SiC) wide band gap (WBG) devices for automotive, new energy and industrial applications. SiC devices like diodes or MOSFETs can operate at higher temperatures, increased power densities and thereby impose larger thermos-mechanical stress on packaging materials. Figure 1 (right side) shows an advanced packaging concept optimized to achieve highest reliability and maximum efficiency in combination with WBG semiconductors. The future module is equipped with Heraeus Die Top System (DTS®) to enable Cu wire bonding on top of the die, combined with Ag-sinter technology to connect the chip to the substrate. The Al2O3 based metal ceramic substrates from the traditional package needs to be substituted by high thermal conductive Si3N4 based active metal brazed (AMB) substrates to increase reliability and performance (Figure 1, right side). Finally, the solder material which attaches the module to the baseplate is replaced by a high reliable and high thermal conductive Ag-sinter material. This process is termed large area sintering (LAS) as complete modules are sintered onto a cooler.
The improvement in thermal performance by using LAS instead of soldering is shown in Figure 2, where a decrease in die temperature of 22°C was simulated when changing from a fully soldered packaging concept (left side, Tmax = 193°C) to a fully sintered packaging concept (right side, Tmax=171°C). The improvement in thermal resistance allows either to use smaller and therefore more cost-efficient chips to achieve the same output power of a device, or run more current through the same semiconductors at the same overall cost. Additionally, the question of reliability of the joint regarding thermal cycling is one of the key aspects which must be considered for LAS.
LAS for sintering areas beyond 300 mm2 is still a rather young technology and not many modules using this technology are in the field. However, more and more demand is foreseen due to the rapid electrification of passenger cars and car manufacturers striving for highest reliability. This trend sets new requirements to sinter paste manufacturers such as Heraeus and new requirements to sinter press suppliers such as AMX. Whereas die attach is limited by the chip size, the areas for a LAS are significantly larger and be in the range of >2500 mm2 depending on the module size. Several concept such as wet and dry placement of the module into the paste and several application methods of paste such as stencil printing or dispensing have emerged, all with their specific advantages and disadvantages. Therefore, a careful selection of the suitable paste, application method and sintering technology must be made for each specific package.
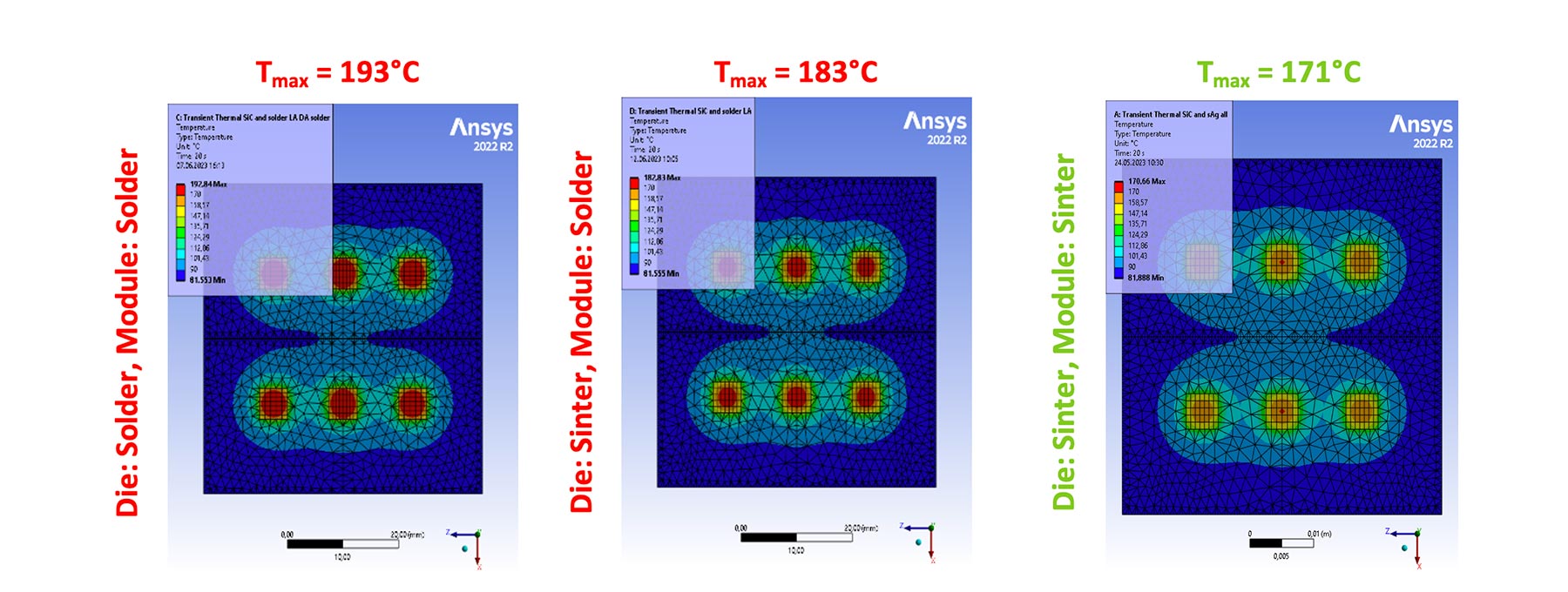
Figure 2: ANSYS simulation results of the steady-state temperature distribution of various packaging concepts. From left to right: Module and die soldered, module soldered and die sintered, fully sintered module. Simulation details: PLoss = 202 W per chip, SiC die size 5x5x0.15mm³.
2. Heraeus mAgic paste variants for large area sintering – PE360P and PE360D
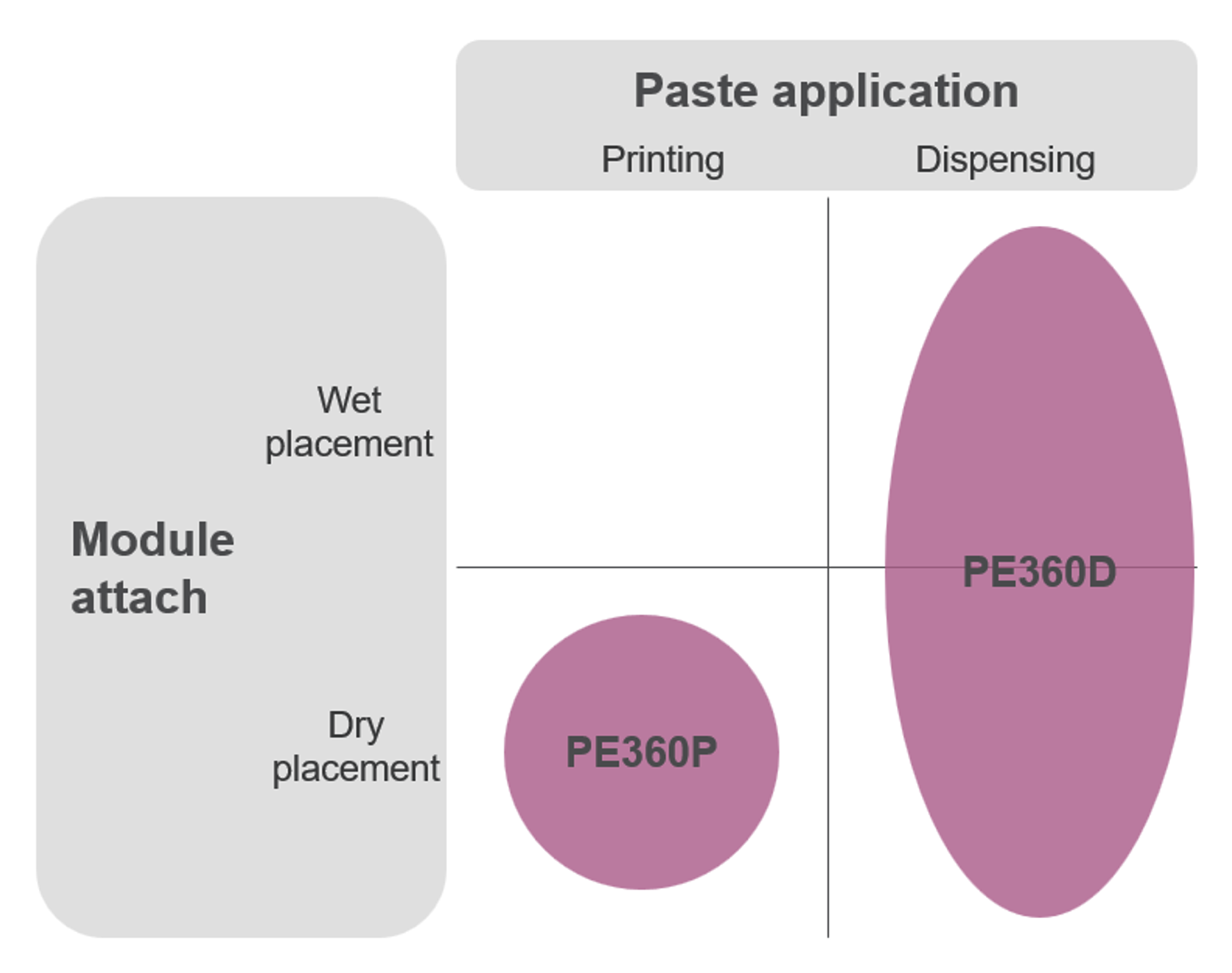
Figure 3: PE360 paste variants of Heraeus Electronics suitable for large area sintering applications.
Heraeus Electronics reacted on the trend towards large area sintering by developing two new Ag pressure sinter pastes, PE360P and PE360D, as depicted in Figure 3. This report focusses on joint properties of PE360P, results obtained by dispensing properties are expected to be the same and will be discussed elsewhere. PE360P is designed for printing applications such as stencil or screen printing and ensures a processability of more than 8h on the printing machine. PE360P was designed for placement of molded packages or bare substrates in the range of 40x40 mm2 up to 100x100 mm2 onto the pre-dried paste. For this kind of size, a dry placement process is favorable as the drying process of the paste is done without covering the paste by the module or baseplate, which ensures an efficient evaporation of solvents and additives before the actual sintering process. However, the influence of the warpage of the module and baseplate is a drawback for the dry placemen process, which needs to be addressed. The process flow for dry placement and wet placement is shown in the scheme of Figure 4.
An example of the performance of the PE360P paste is shown in Figure 5. AMB substrates with Ag surface were sintered onto flat baseplates made from Cu. The baseplates were used for sintering either with bare Cu surface or with an Ag plating. The sintering was done on the AMX P101 equipment with 20MPa and 250°C in Nitrogen for 5min. The paste was fully dried prior sintering. The corresponding ultrasonic scans show excellent connection and almost no visible voiding on Copper and Silver-plated baseplates indicating optimal thermal and mechanical connection between substrate and cooler.
Furthermore, the reliability of the sinter joint was tested by thermal cycling (TCT). For this purpose, Ag plated AMB substrates with 0.3mm Cu thickness were sintered onto Ag-plated Cu-core baseplates (P360P paste, 230°C sinter temperature, 5min sinter time, 12MPa pressure). The delaminated area was inspected by ultrasonic scanning after 1000 cycles and 2000 cycles of thermal shock. The resulting pictures are presented in Figure 6. After 1000 cycles of thermal cycling almost no delamination can be seen when using large area sintering. Only minor defects can be detected at the corners of the test samples, which can be addressed to highest stress levels occurring at these positions. The delamination is mainly located at the baseplate side of the connection. Only minor changes are seen upon 2000 cycles of TCT, which proves the excellent reliability of the sinter joint.
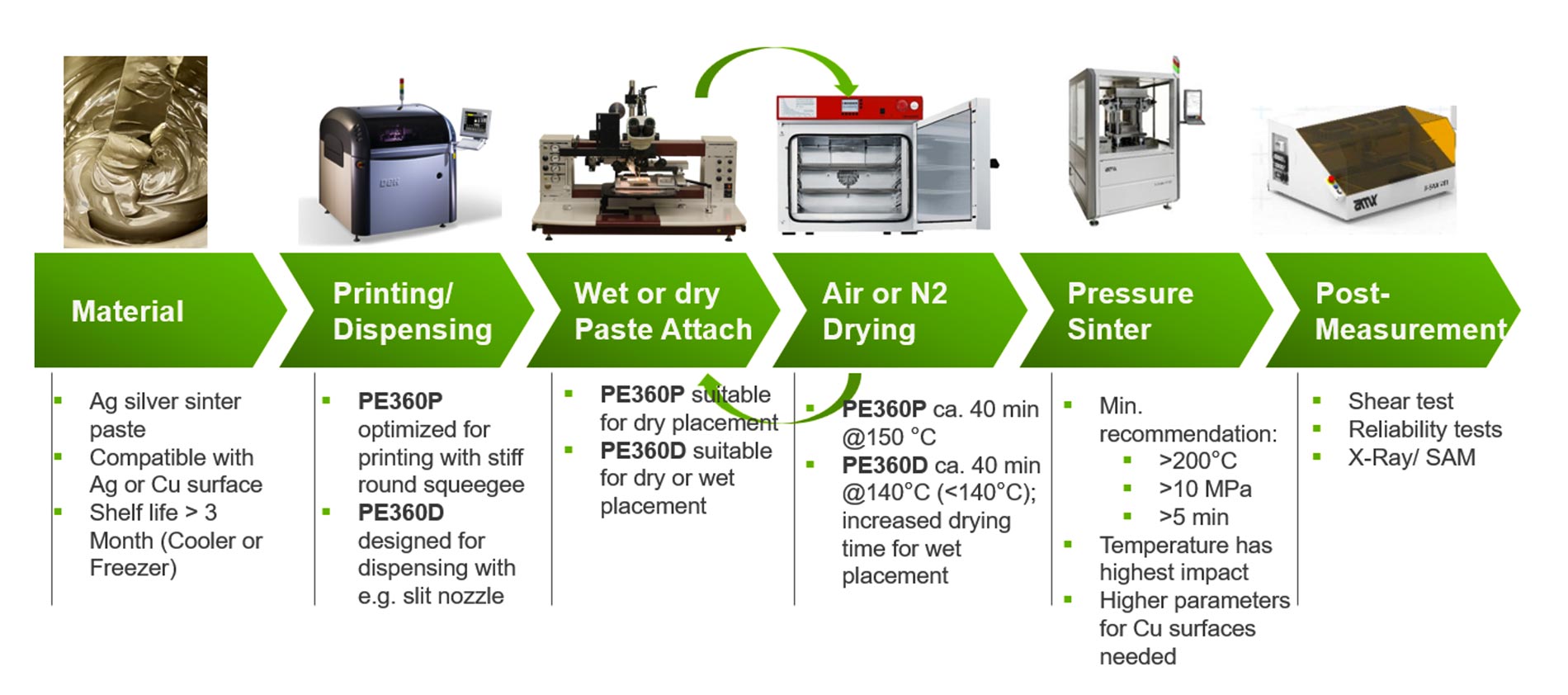
Figure 4: Process flow for both PE360 variants, including wet or dry placement.
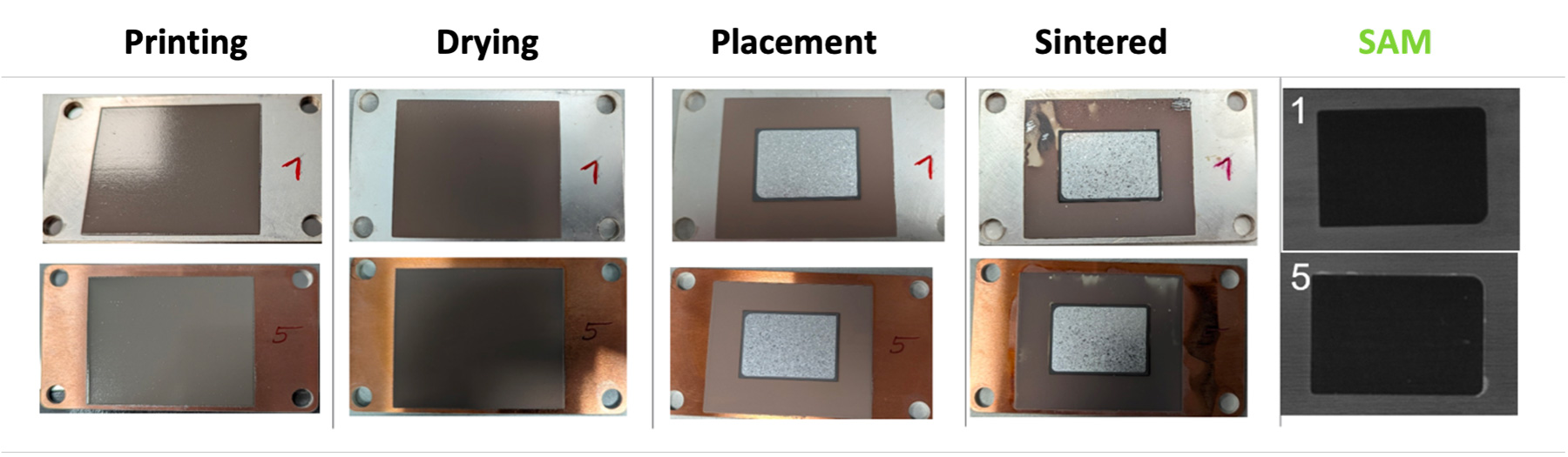
Figure 5: Process flow and scanning acoustic microscopy (SAM) images of PE360P sintered AMBs substrates on Ag plated and bare Cu baseplates.
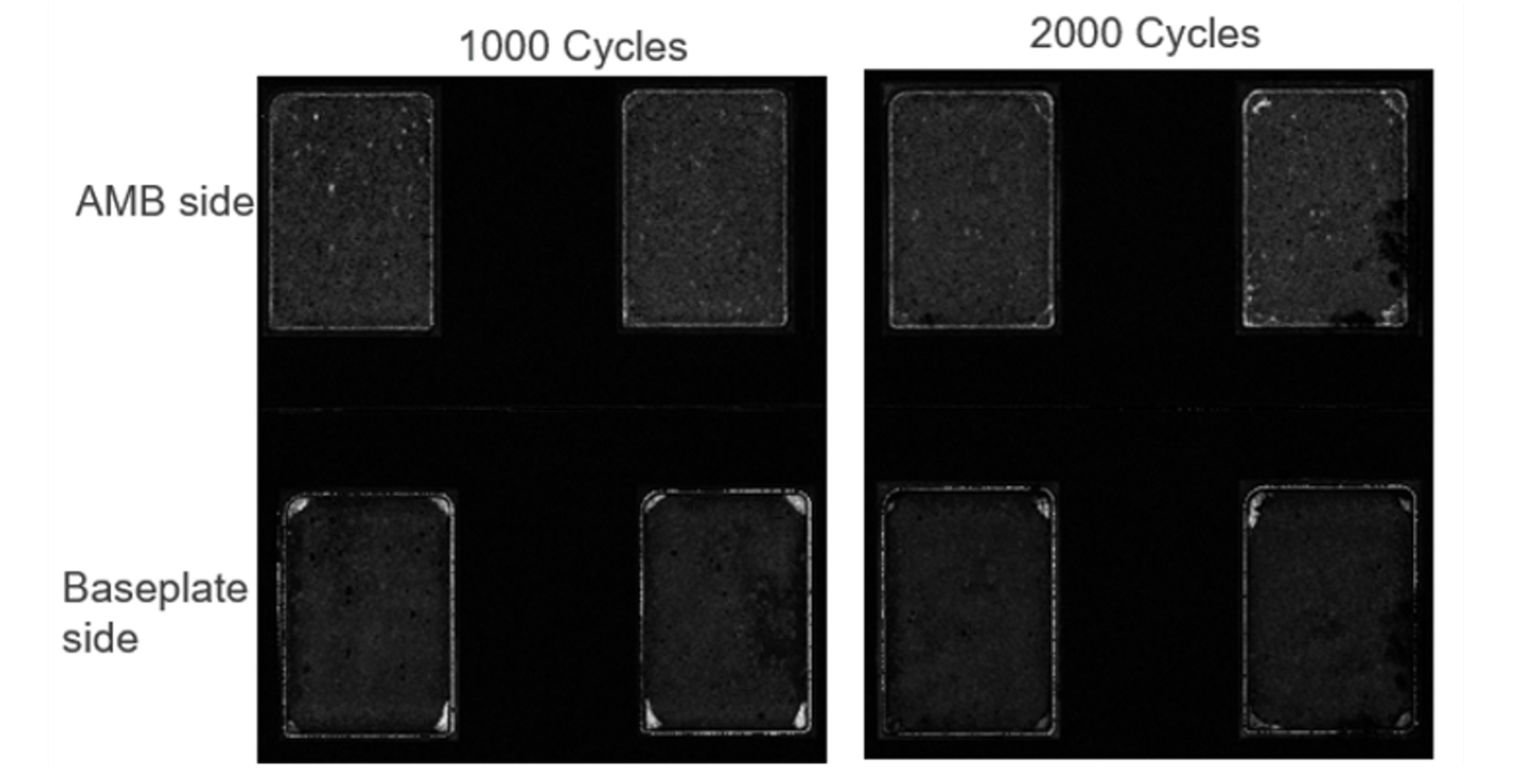
Figure 6: SAM images of the AMB side and the baseplate side after thermal cycling. The area of each of the substrates is approximately 1000 mm2. TCT condition: -55°C/+150°C (20min dwell time).
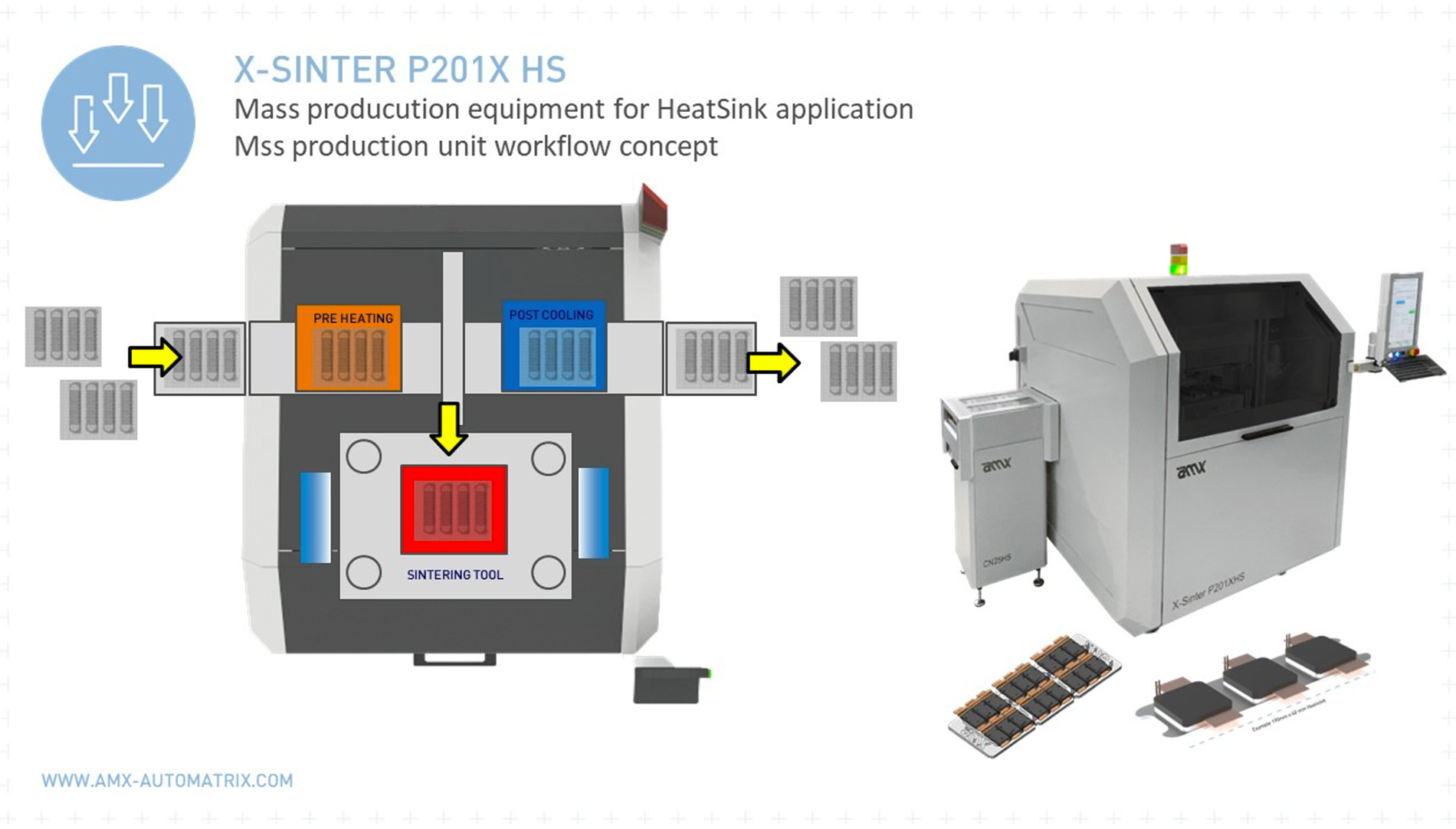
3. Introduce P201X HS as large area equipment
In response to the discernible demand emanating from the automotive industries and tier one suppliers, AMX has undertaken an expansion of its existing equipment portfolio specifically directed towards the incorporation of specialized machinery tailored to meet the exigencies of Large Area Sintering applications.Within this initiative, the sintering area has been significantly augmented, reaching dimensions of 300mm x 300mm for the Research and Development unit (X-Sinter P55). Simultaneously, the mass production equipment (X-Sinter P201X) has undergone enhancements to accommodate the demands of HeatSink pressure sintering applications, culminating in the introduction of the X-Sinter P201XHS model.
The primary objective of these modifications has been to optimize production batch processes while sustaining a high production rate, as evidenced by Technical Availability VDI3423 exceeding 99%.
The design of the units is crafted to seamlessly integrate within a fully automated workflow scenario. On the software front, these units are adaptable to Industry 4.0 networks through compatibility with communication systems such as SecsGem, OPCUA, OPCON, or other advanced MES platforms.
Furthermore, the process cycle time has been enhanced through the integration of a pre-heating system, ensuring the maintenance of elevated temperatures in the cooler, complemented by a post-cooling plate after the sintering. Additionally, an optional full nitrogen cabinet is available, serving as a preventive measure against Busbar oxidation. This comprehensive approach underscores AMX's commitment to advancing technological capabilities in compliance with industry demands.
4. Summary
Within this study the benefits of large area sintering, such as improvements of thermal resistance and the improvement of reliability were presented using Heraeus’ new PE360 large area sintering paste and AMX equipment. Both companies offer leading edge solutions for the future demands in terms of sinter applications.Download full paper in PDF